













Tel :
+86-15905996312Correo electrónico :
machine@hongancn.com
Tel :
+86-15905996312Correo electrónico :
machine@hongancn.com
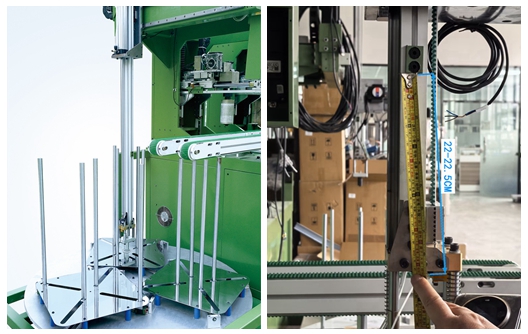
Fábrica de Shunhao Ofrece máquinas de buena calidad y un servicio posterior confiable. A continuación se muestra una guía directa para ayudarlo a solucionar problemas y mantener su máquina de pulido de vajilla de melamina automática . Si el sistema de extracción de material no funciona correctamente, siga estos pasos para identificar y resolver el problema. Paso 1: Inspeccione las hojas de hierro en el riel de succión Examine las dos hojas de hierro ubicadas en el riel de succión. Estas hojas interactúan con los sensores de la máquina, por lo que la alineación adecuada es esencial. Mida la brecha entre el fondo de la lámina de hierro y la parte inferior de la lámina de cobre en el conjunto de succión. La medición ideal debe ser entre 22 y 22.5 cm. - Si la distancia excede 22.5 cm, la recolección de material puede ser desalineada. - Si es de menos de 22 cm, el conjunto de succión podría chocar con la parte superior, causando daños. Paso 2: Verifique la funcionalidad de retransmisión Inspeccione el relé vinculado al sensor. Cuando la hoja de hierro aumenta durante el proceso de extracción (dentro del rango de 22.5 cm), el relé debe activarse y iluminar, confirmando que está operativa.
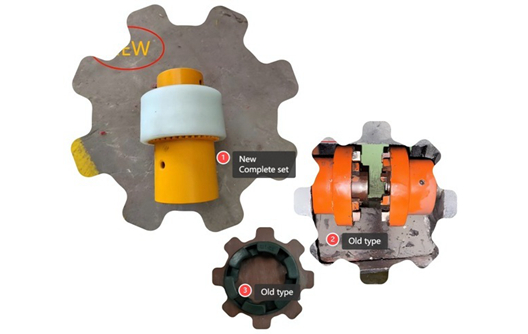
En la producción Proceso de vajilla de melamina, el mantenimiento adecuado de la máquina de moldeo de vajilla de melamina es de suma importancia. Entre todos los componentes de la máquina, el acoplamiento, principalmente utilizado para conectar el motor y la bomba de aceite, funcionando como un tampón durante el Operación de la máquina de moldeo. Por lo tanto, el mantenimiento de los acoplamientos es muy importante. Como la máquina de moldeo automática de moldeo de melamina automática funciona a altas velocidades diarias, los tornillos del acoplamiento pueden ocasionalmente aflojar. Por lo tanto, para los clientes o técnicos que operan Shunhao Brand Melamine Tableware Making máquinas , se recomienda realizar inspecciones regulares del enganche. Aquí hay algunos puntos de mantenimiento clave organizados por Shunhao Melamine Machine and Mold Factory . 1. Apretado de tornillo: una vez que notas que el Los tornillos del acoplamiento se han suelto, es esencial apretarlos inmediatamente.
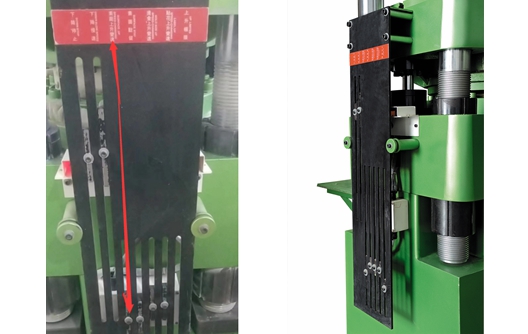
Cuando observa el PLC, puede pensar que es necesario ajustar tantos parámetros; la producción de vajillas de melamina parece ser un proceso de producción complicado. Sin embargo, después de varios meses de funcionamiento, los parámetros importantes se pueden resumir muy fácilmente. 1. Ajuste la distancia de elevación y giro lentamente antes de cerrar el molde. 2. Ajustar el tiempo de moldeado según el tamaño del producto. 3. Ajuste la temperatura. Se ajusta de acuerdo a diferentes materias primas. 4. Ajuste de la distancia de escape, la espera de escape y el tiempo de escape. 5. Ajuste del tiempo de calca (casi igual, solo afinado). 6. Ajuste del tiempo de polvo de glaseado (casi igual, solo que ajustado). Hoy Shunhao Factory presentará el primero: el ajuste de distancia del aumento y la desaceleración antes de que se cierre el molde. En primer lugar, mire la imagen a continuación, se puede ajustar en la placa de carrera de la máquina. Hay un sensor de proximidad detrás de la placa de carrera. El botón para subir y bajar la velocidad se puede ajustar hacia arriba y hacia abajo. a. Cuando el botón está cerca del sensor de proximidad y la luz está encendida, indica que la posición comienza a funcionar de rápido a lento. b. Una vez que la materia prima está encendida, el operador presiona el botón CURADO y luego la máquina comienza a subir rápidamente para cerrar el molde. El operador ajusta este botón para decidir dónde girar lentamente. Shunhao seguirá dando algunos ejemplos para que lo sepas con más claridad. Fabricación de placas Las materias primas se ejecutan más rápido en el molde de placa, luego el botón para aumentar y disminuir la velocidad se puede ajustar hacia abajo para cerrar el molde lo antes posible. Fabricación de tazones profundos La materia prima necesita más tiempo para llenar toda la cavidad del molde del recipiente profundo, luego el molde debe cerrarse lentamente y el molde debe cerrarse por completo cuando la materia prima haya llenado toda la cavidad. Si el molde se ha cerrado completamente antes de que la materia prima haya llenado el molde, entonces habrá un problema: el manómetro de aceite muestra que la presión sigue cayendo, aunque el molde esté completamente cerrado. Por lo tanto, esos botones en la placa de carrera en el lado derecho de la máquina son muy útiles. Podemos ajustar la acción para hacer que la máquina y el molde coincidan perfectamente, lo que también es una ventaja de extender la vida útil de la máquina. Esperamos que este artículo le sea útil. ¡Continúe apoyando a Shunhao Machine and Mould Factory !

Máquina de precalentamiento de alta frecuencia juega un papel vital en la producción de vajillas de melamina. El precalentamiento del polvo de melamina por Precalentador de alta frecuencia Puede mejorar la fluidez del polvo, acortar el tiempo de fundición a presión del máquina de moldeo de melamina , mejore la suavidad del producto terminado, ahorre la cantidad de polvo de melamina y extienda la vida útil del molde de compresión de melamina. Para garantizar una producción normal, Fábrica de Shunhao ha resuelto las situaciones y soluciones que se pueden encontrar durante el uso del Precalentador de alta frecuencia. Hay 8 situaciones como sigue. 1. La luz de encendido está apagada o parpadea y el transformador de control está roto. Reemplace el transformador de control. 2. La alta presión está encendida, el interruptor de aire está protegido (disparado) y el tubo electrónico está roto. Reemplace el tubo electrónico. 3. La luz de encendido está apagada, el ventilador funciona normalmente, pero el interruptor de presión de viento no cierra, el disipador de calor del ánodo del tubo de electrones está bloqueado por el polvo y el viento soplado por el ventilador no sopla el interruptor de presión de viento. Usa la pistola de aire para quitar el polvo. 4. Encender la alta frecuencia interferirá con el control de temperatura. Ajuste la posición de la inductancia y el grado de estanqueidad. 5. Cuando la corriente del ánodo es demasiado grande durante el trabajo. Ajuste la distancia de capacitancia del aire o f la cámara de oscilación. Cuanto más cerca está la corriente, mayor es la corriente y cuanto más lejos, más pequeña, que básicamente se mantiene en unos 21 mm. 6. Cuando la máquina emite chispas en la cámara de calentamiento, la cubierta superior se abrirá automáticamente y sonará la alarma. Primero use una pistola de aire para eliminar las impurezas metálicas en la cámara de calentamiento y limpie el área de encendido con alcohol. 7. La frecuencia de calentamiento es baja. Ajuste la tasa de polo y ajuste la posición del orificio de la inductancia grande. 8. La corriente del ánodo aumenta gradualmente y el tubo de electrones se daña. Reemplace el tubo de electrones. Más sobre " La solución de problemas para la máquina de precalentamiento ”, Visite nuestro sitio web o haga clic en el título para obtener más detalles.

Hoy dia Fábrica de moldes Shunhao compartirá los criterios de selección del acero para moldes 718 para fábricas de vajillas y ahora anunciará la valiosa información al público. 1. Cuando se cumplan los requisitos de dureza del acero para moldes 718 seleccionado, también se debe evitar el rango de dureza que produce fragilidad por temple. El primer tipo de fragilidad del acero al carbono por temple generalmente ocurre en el límite inferior del rango de temperatura mencionado anteriormente, aproximadamente 250 ° C, mientras que el del acero de aleación ocurre en el límite superior de temperatura de aproximadamente 350 ~ 300 ° C . 2. Desde la perspectiva de la prevención del agrietamiento, deben establecerse ciertos requisitos para la selección de materiales. El acero de aleación tiene una mejor capacidad de endurecimiento y permite templar en un medio de enfriamiento más lento. La tensión térmica y la tensión estructural son relativamente pequeñas, por lo que la tendencia al agrietamiento también es pequeña. El acero al carbono tiene poca capacidad de endurecimiento y es propenso a sobrecalentarse. La tensión estructural y la tensión térmica durante el temple son grandes, por lo que la tendencia al agrietamiento también es grande. 3. La búsqueda del valor de dureza más alto para el grado de acero seleccionado requiere diseñador para formular razonablemente las condiciones técnicas prácticas basadas en el rendimiento del servicio y el grado de acero seleccionado. Para el alto costo o la estructura compleja del molde de acero 718, cuando el tratamiento térmico es difícil de cumplir con los requisitos técnicos, las condiciones técnicas deben cambiarse temporalmente y los requisitos que tienen poco efecto en la vida útil deben relajarse adecuadamente, por lo que como para evitar múltiples reparaciones y productos de desecho. Para aquellos moldes con fuerzas complejas y cargas pesadas durante el trabajo, se deben proponer condiciones técnicas claras de acuerdo con las necesidades específicas. 4. Además, es necesario fortalecer la inspección y manejo de materias primas para evitar que el acero para moldes 718 se agriete debido a defectos de la materia prima. Cuando seleccione acero para moldes, Fábrica de moldes de melamina Shunhao considerará de manera integral los aspectos técnicos y económicos, no solo para cumplir con los requisitos técnicos, sino también para ser económicos y duraderos. El acero para moldes 718 es el tipo de acero más utilizado en las fábricas de vajillas de melamina. Fábrica de moldes Shunhao no solo garantiza la calidad y vida útil de los moldes de prensa de melamina en términos de tecnología y selección de materiales, sino que también tiene en cuenta las necesidades de producción de las fábricas de vajillas, que han ganado mucha confianza y afirmación de los clientes. Para obtener más información sobre las características del acero para moldes 718, moldes para compresas de melamina y otra información, consulte en línea de forma g...

Máquina de precalentamiento de alta frecuencia es ampliamente utilizado en la industria del moldeo, como componentes electrónicos discretos semiconductores, circuitos integrados, conmutador de motor y vajilla de porcelana de imitación de melamina, electrodomésticos de plástico, etc. Ventajas: La calefacción por Precalentador de alta frecuencia Puede aumentar la liquidez fuerte, acortar el tiempo de fundición, eliminar el estrés en los materiales, eliminar las líneas de agua y mejorar el grado de brillo y limpieza de los productos terminados, ahorrar dosis de material y extender la vida útil del troquel. Hoy dia Fábrica de Shunhao compartirá con usted los problemas comunes y la solución de problemas que puede encontrar durante el funcionamiento. La tapa no se abre 1.La luz de encendido del panel no se enciende y el ventilador no funciona Alcance de la inspección: Ventilador y condensador de ventilador, transformador de aislamiento, fusible 3A y fuente de alimentación. 2. La luz de encendido del panel está apagada y el ventilador está funcionando. Alcance de la inspección: presostato de viento, transformador de control y si la fuente de alimentación carece de fase. 3. La luz de encendido del panel está encendida y no hay ningún recordatorio para abrir la tapa. Alcance de la inspección: Relé de control principal WR, contactor AC MSI. 4. La luz de encendido del panel está encendida y hay un recordatorio para abrir la cubierta. Alcance de la inspección: motor y condensador del motor. La tapa no se cierra Alcance de la inspección: Relé de tiempo 2TR, botón de apagado, relé anti-extrusión ZR y su cableado, relé anti-sobrecorriente OCR y su cableado, relé de reinicio MR y su cableado, relé de control principal WR y su cableado, botón de arranque, relé de tiempo 4TR, el motor y su capacitancia del motor. Apertura automática de la tapa después de encender la alta frecuencia 1. Desconecte el cable de la pila de silicio al tubo de electrones, si la máquina de prueba salta Alcance de la inspección: pila de silicio, transformador de alto voltaje. 2. Desconecte el cable de la pila de silicio al tubo de electrones, si la máquina de prueba no salta para abrirse Alcance de la inspección: en la cámara de oscilación (condensador de 500pF, condensador de 300pF, tubo electrónico, resistencia de 4kΩ). La alarma abrirá automáticamente la tapa después de que se encienda la alta frecuencia. Alcance de la inspección: encendido en la superficie de trabajo, encendido en la cámara de oscilación, circuito de protección de sobrecorriente OCR y el alcance de los ítems A y B mencionados en el artículo anterior. Sugerencias para elegir la máquina de precalentamiento ▲ Máquina de moldeo de melamina de 150 toneladas a 250 toneladas: máquina de precalentamiento de 5KW / 7KW ▲ Máquinas por encima del nivel de 300 toneladas: máquina de precalentamiento de 10KW★ Tubo de Canon es la parte principal de la máquina precalentadora, que se importa originalmente de Japón. Máquinas de precalent...

Para asegurarse de que el máquina de precalentamiento de alta frecuencia puede desempeñar un papel estable en la producción, para reducir las reparaciones innecesarias y reducir los costos de mantenimiento, lo siguiente medidas de mantenimiento necesita ser implementado. Fábrica de moldes y máquinas Shunhao 1) En el proceso de uso conveniente, la pistola de aire se usa a menudo para limpiar el polvo y los escombros en el espacio de trabajo. 2) Utilice regularmente (al menos una vez al mes) una pistola de aire para eliminar el polvo y las impurezas en la cámara de oscilación, la sala de trabajo y el gabinete inferior. 3) Con regularidad (al menos una vez al mes) limpie el rodillo del electrodo y la placa del borde en la cámara de trabajo con un solvente volátil (como tolueno). 4) Compruebe con regularidad (al menos una vez a la semana) si la lámina de cobre fosforado alrededor de la cubierta superior está en buen contacto con el cobre amarillo de la esquina. Si hay ennegrecimiento u oxidación, debe pulirse a tiempo. 5) Compruebe periódicamente (al menos una vez a la semana) si la posición del volante de la biela está desviada. En condiciones normales: cuando la tapa superior está cerrada, el orificio del volante está directamente encima; cuando se abre la cubierta superior, el orificio del volante está directamente debajo. Si se desvía, ajuste el microinterruptor correspondiente en el chasis a tiempo. 6) Limpiar el filtro de entrada de aire de toda la máquina con regularidad (al menos una vez a la semana o al mes, según las condiciones del lugar). 7) Después de encender la energía todos los días, apague la "Presión alta" y la máquina ejecutará un programa de trabajo cíclico sin carga antes de comenzar a trabajar. La máquina precalentadora es buena para el compuesto de moldeo de melamina, puede ahorrar tiempo de calentamiento en la máquina de moldeo y también eliminar el agua del polvo. El modelo más popular es 5KW para máquina de moldeo de melamina de 150 toneladas / 200 toneladas, y precalentador de 10 kw para máquina de prensado de 300 toneladas / 400 toneladas / 500 toneladas o más. Fábrica de máquinas Shunhao suministra la calidad asegurada con precalentadores con certificación CE.

El diseño estructural y el proceso del molde son la base del molde, y el proceso sofisticado y estructura de molde razonableAsegurar la vida del molde a cierta medida. Shunhao Máquina y fábrica de moldes. tiene varios años de experiencia en Moldes de compresión de vajillas de melaminaHaciendo y ha sido servido para muchos clientes en casa y en el extranjero. Para La prevención del daño del moho, la fabricación de molduras es mejor seguir los siguientes tres aspectos. 1. Buen diseño de estructura de fundición.El espesor de la pared de las piezas de fundición. Debería sea lo más uniforme posible para evitar manchas calientes y reducir la fatiga térmica causada por la concentración de calor local del molde Las esquinas de las piezas de fundición tienen filetes de fundición adecuados para evitar el estrés causado por esquinas afiladas en el molde 2. Diseño de estructura de molde razonableCada componente en el molde debería tienen suficiente rigidez y fuerza para soportar presión sin deformación. El espesor de la pared del molde debe ser suficiente para reducir Deformation. El sistema de gating está diseñado para minimizar el impacto y la erosión en el núcleo Seleccione correctamente la tolerancia y la rugosidad de la superficie de cada componente. Mantener el balance térmico del molde. 3. Estandarizar el proceso de tratamiento de calor.El metalográfico La estructura del material se puede cambiar por tratamiento térmico para garantizar la resistencia necesaria, la dureza, la estabilidad dimensional a alta temperatura, la resistencia a la fatiga térmica y el corte de material rendimiento. El proceso de tratamiento térmico correcto puede obtener el mejor rendimiento del molde, y el rendimiento del acero se controla mediante la temperatura y el tiempo de enfriamiento, la velocidad de enfriamiento y la temperatura.

No.173, Jitai Rd., Qingmeng Ind Zone, Quanzhou City, Fujian, China

Correo electrónico : machine@hongancn.com
Se pueden fabricar diferentes modelos de máquinas y diferentes superficies o texturas de moldes en la fábrica de Shunhao. Más de 18 años de experiencia reducirán el costo de error cuando ejecute sus fábricas de vajillas.





Derechos de autor © 2026 Quanzhou Shunhao Melamine Moulds Co.,Ltd. Todos los derechos reservados.
Blog red ipv6 compatible
red ipv6 compatible












